শিল্প পাইপলাইন সিস্টেমে, গেট ভালভ তরল অন-অফ নিয়ন্ত্রণের জন্য প্রধান সরঞ্জাম হিসাবে কাজ করে. তাদের ডিজাইনের প্রতিটি লিঙ্ক, উত্পাদন, ইনস্টলেশন, এবং রক্ষণাবেক্ষণ সঠিক উপর নির্ভর করে গেট ভালভ অঙ্কন নির্দেশনার জন্য. গেট ভালভ আঁকা না শুধুমাত্র “যোগাযোগের ভাষা” ইঞ্জিনিয়ারিং এবং প্রযুক্তিগত কর্মীদের জন্য কিন্তু ভালভ কর্মক্ষমতা এবং সিস্টেম নিরাপত্তা নিশ্চিত করার মূল ভিত্তি. আপনি ভালভ শিল্পে একজন নবীন বা একজন অভিজ্ঞ প্রযুক্তিগত বিশেষজ্ঞ কিনা, গেট ভালভের অঙ্কনগুলিকে সঠিকভাবে ব্যাখ্যা করার আপনার ক্ষমতা সরাসরি কাজের দক্ষতা এবং প্রকল্পের গুণমানকে প্রভাবিত করে. এই নিবন্ধটি গেট ভালভ আঁকার মৌলিক রচনা দিয়ে শুরু হবে, এবং ধীরে ধীরে মূল বিষয়বস্তু যেমন মূল উপাদানগুলির ব্যাখ্যার মধ্যে অনুসন্ধান করুন, প্রযুক্তিগত মান প্রয়োগ, এবং দৃশ্যকল্প ভিত্তিক নির্বাচন. Farpro ভালভ মত সুপরিচিত উদ্যোগের ব্যবহারিক ক্ষেত্রে মিলিত, এটি আপনাকে গেট ভালভ অঙ্কন ব্যাখ্যা করার জন্য একটি ব্যাপক এবং পেশাদার গাইড সহ উপস্থাপন করবে.
আমি. গেট ভালভ অঙ্কন মৌলিক বোঝার: ধরুন “ফ্রেমওয়ার্ক” অঙ্কন
গেট ভালভ ড্রয়িং হল ইঞ্জিনিয়ারিং ডকুমেন্ট যা যান্ত্রিক ড্রয়িং স্পেসিফিকেশন এবং ভালভ শিল্পের মানকে একীভূত করে. তাদের মূল কাজ হল কাঠামোগত মাত্রাগুলিকে স্পষ্টভাবে বোঝানো, উপাদান নির্বাচন, প্রযুক্তিগত প্রয়োজনীয়তা, এবং গেট ভালভ ইনস্টলেশন বৈশিষ্ট্য. নির্দিষ্ট অঙ্কন সমীপবর্তী আগে, তাদের মৌলিক রচনা এবং সাধারণ নিয়ম আয়ত্ত করা প্রয়োজন, যা “সোপান পাথর” অঙ্কন ব্যাখ্যা করার জন্য.

1.1 গেট ভালভ আঁকার মূল উপাদান
শিল্প অঙ্কন মান এবং ভালভ শিল্প স্পেসিফিকেশন অনুযায়ী, গেট ভালভ আঁকার একটি সম্পূর্ণ সেট সাধারণত নিম্নলিখিত অন্তর্ভুক্ত করে 6 মূল অংশ, যা আন্তঃসম্পর্কিত এবং যৌথভাবে একটি সম্পূর্ণ প্রযুক্তিগত তথ্য ব্যবস্থা গঠন করে:
- শিরোনাম ব্লক: অঙ্কন নীচের ডান কোণে অবস্থিত, এটি হিসাবে কাজ করে “পরিচয়পত্র” অঙ্কন. এটি অঙ্কন নাম অন্তর্ভুক্ত (যেমন, “Z41W-16P স্টেইনলেস স্টীল ফ্ল্যাঞ্জড গেট ভালভ”), অঙ্কন নম্বর (যেমন, “FP-ZG-2025-001”, যেখানে “এফপি” ফারপ্রো ভালভের সংক্ষেপে দাঁড়াতে পারে), স্কেল (সাধারণত 1:5, 1:10, ইত্যাদি), নকশা ইউনিট, নকশা তারিখ, পর্যালোচক, এবং অন্যান্য তথ্য. ফারপ্রো ভালভের গেট ভালভ আঁকার শিরোনাম ব্লকটি পণ্য বাস্তবায়নের মানগুলিকেও চিহ্নিত করে, যেমন API 600 অথবা GB/T 12234 (স্টিল গেট ভালভের জন্য গণপ্রজাতন্ত্রী চীনের জাতীয় মান), মানের ভিত্তিতে ট্রেস করতে ব্যবহারকারীদের সুবিধা.
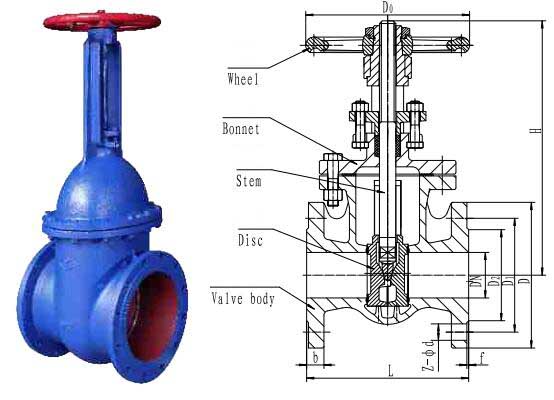
- সিস্টেম দেখুন: গেট ভালভের জটিল কাঠামো রয়েছে এবং একাধিক দৃশ্যের সংমিশ্রণের মাধ্যমে প্রদর্শন করা প্রয়োজন. প্রধান দৃষ্টিভঙ্গি সাধারণত একটি বিভাগীয় দৃষ্টিভঙ্গি গ্রহণ করে (যেমন, সম্পূর্ণ অধ্যায়, অর্ধেক বিভাগ) ভালভ বডির মতো অভ্যন্তরীণ কাঠামো পরিষ্কারভাবে দেখানোর জন্য, গেট, এবং ভালভ স্টেম; পাশের দৃশ্যটি ইনস্টলেশনের মাত্রা এবং ভালভের বাহ্যিক কনট্যুর প্রদর্শন করতে ব্যবহৃত হয়; উপরের দৃশ্যটি ফ্ল্যাঞ্জ সংযোগের মাত্রা বা হ্যান্ডহুইল অবস্থান প্রতিফলিত করার উপর ফোকাস করে. বিশেষ কাঠামো সহ গেট ভালভের জন্য (যেমন নন-রাইজিং স্টেম গেট ভালভ), স্থানীয় বর্ধিত দৃশ্যগুলিও বিশদ চিহ্নিত করতে যোগ করা হয় যেমন সিলিং পৃষ্ঠ এবং থ্রেড.
- মাত্রা চিহ্নিতকরণ: এটি দুটি বিভাগে বিভক্ত: কাঠামোগত মাত্রা এবং ইনস্টলেশন মাত্রা. কাঠামোগত মাত্রা যেমন ভালভ শরীরের প্রাচীর বেধ হিসাবে মূল পরামিতি অন্তর্ভুক্ত, গেট বেধ, এবং ভালভ স্টেম ব্যাস, যা সরাসরি ভালভের শক্তিকে প্রভাবিত করে; ইনস্টলেশন মাত্রা কভার ফ্ল্যাঞ্জ ব্যাস, বল্টু গর্তের সংখ্যা এবং ব্যবধান, মোট ভালভ উচ্চতা, সংযোগ শেষ দূরত্ব, ইত্যাদি, এবং পাইপলাইন ইনস্টলেশনের মূল ভিত্তি. যেমন, একটি DN100 PN40 গেট ভালভের জন্য, অঙ্কনটি স্পষ্টভাবে চিহ্নিত করবে যে ভালভ বডির ন্যূনতম প্রাচীর বেধ ≥6.4 মিমি, এবং ভালভ স্টেমের ব্যাস ≥17.5 মিমি (Q/TC অনুযায়ী 001-2022 মান).
- উপাদান চিহ্নিতকরণ: উপাদানের গ্রেড প্রতিটি উপাদানের পাশে শব্দ বা কোড দিয়ে চিহ্নিত করা হয়. যেমন, ভালভ শরীরের সঙ্গে চিহ্নিত করা হয় “CF8” (304 মরিচা রোধক স্পাত), সঙ্গে ভালভ স্টেম “316”, এবং সঙ্গে সীলমোহর “পিটিএফই + গ্রাফাইট”. ফারপ্রো ভালভের স্টেইনলেস স্টীল গেট ভালভের অঙ্কনে, এটি বিশেষভাবে উল্লেখ করা হয়েছে যে উপকরণগুলি GB/T মেনে চলে 12225 (কপার অ্যালয় ভালভের জন্য গণপ্রজাতন্ত্রী চীনের জাতীয় মান) বা ASTM মান, জারা প্রতিরোধের শিল্প পরিবেশের সাথে সামঞ্জস্যপূর্ণ তা নিশ্চিত করা.
- প্রযুক্তিগত প্রয়োজনীয়তা: এটি কেন্দ্রীয়ভাবে কর্মক্ষমতা সূচক ব্যাখ্যা করে, প্রক্রিয়াকরণ নির্ভুলতা, পাঠ্য আকারে গেট ভালভের পরীক্ষার প্রয়োজনীয়তা, যেমন “শেল পরীক্ষার চাপ হয় 1.5 নামমাত্র চাপ বার, জন্য কোন ফুটো 60 একটানা সেকেন্ড”, “সিলিং পৃষ্ঠের রুক্ষতা Ra ≤ 3.2μm”, “হ্যান্ডহুইল ঘড়ির কাঁটার দিকে বন্ধ করে এবং ঘড়ির কাঁটার বিপরীত দিকে খোলে”.
- পার্ট লিস্ট: এটি সিরিয়াল নম্বর তালিকাভুক্ত করে, নাম, পরিমাণ, এবং গেট ভালভের সমস্ত উপাদান অংশের উপাদান, যেমন ভালভ বডি, গেট, ভালভ কভার, ভালভ স্টেম, হাতের চাকা, প্যাকিং, ইত্যাদি. এটি উত্পাদন সংগ্রহ এবং সমাবেশের জন্য একটি গুরুত্বপূর্ণ রেফারেন্স. সাংহাই ল্যাঙ্গু ভালভের Z41W গেট ভালভের অঙ্কনে, অংশ তালিকা অন্তর্ভুক্ত করতে পারেন 18 অংশ তথ্য আইটেম, প্রধান অংশ থেকে আনুষাঙ্গিক সব উপাদান কভার.
1.2 গেট ভালভ আঁকার সাধারণ চিহ্ন এবং নির্দিষ্টকরণ
গেট ভালভ অঙ্কন সাধারণ যান্ত্রিক অঙ্কন প্রতীক গ্রহণ করে এবং ভালভ শিল্পের বিশেষ শনাক্তকারীকে সংহত করে. এই চিহ্নগুলি আয়ত্ত করা হল অঙ্কনগুলির দ্রুত ব্যাখ্যা করার ভিত্তি:
- সংযোগ পদ্ধতি চিহ্ন: ফ্ল্যাঞ্জ সংযোগ দ্বারা প্রতিনিধিত্ব করা হয় “○”, দ্বারা থ্রেড সংযোগ “∟”, এবং দ্বারা ঝালাই সংযোগ “△”. এই চিহ্নগুলি অঙ্কনে ভালভের উভয় প্রান্তে স্পষ্টভাবে চিহ্নিত করা হয়েছে. যেমন, ফারপ্রো ভালভের ফ্ল্যাঞ্জযুক্ত গেট ভালভের অঙ্কনে, ফ্ল্যাঞ্জটি স্ট্যান্ডার্ড কোড দিয়ে চিহ্নিত করা হয়েছে “JB/T 79.1” (উত্থাপিত মুখের ফ্ল্যাঞ্জের জন্য গণপ্রজাতন্ত্রী চীনের মেকানিক্যাল ইন্ডাস্ট্রি স্ট্যান্ডার্ড), ইঙ্গিত করে যে ফ্ল্যাঞ্জের মাত্রা এই স্পেসিফিকেশন মেনে চলে.
- সিলিং সারফেস চিহ্ন: নরম সীল দ্বারা প্রতিনিধিত্ব করা হয় “⊂⊃”, এবং দ্বারা হার্ড সীল “□□”. একই সময়ে, সীল উপাদান কোড চিহ্নিত করা হয় (যেমন, “চ” ফ্লুরোরাবার প্রতিনিধিত্ব করে). ধাতু থেকে ধাতু সীল সঙ্গে গেট ভালভ জন্য, অঙ্কনটি সিলিং পৃষ্ঠের সারফেসিং উপাদান নির্দেশ করবে, যেমন “STL” (শক্ত খাদ).
- সহনশীলতা এবং ফিট প্রতীক: মূল অংশ যেমন ভালভ স্টেম এবং ভালভ স্টেম নাটের মধ্যে ফিট, এবং গেট এবং ভালভ আসনের মধ্যে ফিট সহনশীলতা গ্রেড দিয়ে চিহ্নিত করা হবে, যেমন “φ20H7/f6”, যেখানে “H7” গর্ত সহনশীলতা এবং “f6” খাদ সহনশীলতা, চলমান অংশগুলির নমনীয়তা এবং সীলমোহর নিশ্চিত করা.
- পৃষ্ঠের রুক্ষতা প্রতীক: প্রতিনিধিত্ব করেছেন “√” এবং সংখ্যাসূচক মান. যেমন, ভালভ শরীরের পৃষ্ঠ সঙ্গে চিহ্নিত করা হয় “√Ra6.3”, এবং সঙ্গে sealing পৃষ্ঠ “√Ra3.2”. মান যত ছোট, পৃষ্ঠ মসৃণ এবং ভাল sealing কর্মক্ষমতা.
এছাড়াও, গেট ভালভ অঙ্কন ইউনিফাইড মান মেনে চলতে হবে. ঘরোয়াভাবে, GB/T 12221 (ভালভের কাঠামোগত দৈর্ঘ্য) এবং GB/T 1047 (পাইপ এবং জিনিসপত্র জন্য নামমাত্র মাপ) সাধারণত ব্যবহৃত হয়. আন্তর্জাতিকভাবে, API 600 (আমেরিকান পেট্রোলিয়াম ইনস্টিটিউট স্ট্যান্ডার্ড ফর স্টিল গেট ভালভ) এবং বি.এস 1414 (ভালভ জন্য ব্রিটিশ স্ট্যান্ডার্ড) গৃহীত হয়. একটি বিশ্বব্যাপী ভালভ এন্টারপ্রাইজ হিসাবে, ফারপ্রো ভালভ বিভিন্ন অঞ্চলের গ্রাহকদের চাহিদা মেটাতে তার অঙ্কনে জাতীয় এবং আন্তর্জাতিক উভয় মান চিহ্নিত করে.
২. গেট ভালভের মূল উপাদান অঙ্কন ব্যাখ্যা: কাঠামো থেকে কর্মক্ষমতা পর্যন্ত সম্পর্কীয় বিশ্লেষণ
একটি গেট ভালভের কর্মক্ষমতা মূল উপাদান যেমন ভালভ বডির নকশার উপর নির্ভর করে, গেট, এবং ভালভ স্টেম. অঙ্কনগুলিতে এই উপাদানগুলির প্যারামিটার চিহ্নগুলি সরাসরি চাপ প্রতিরোধের নির্ধারণ করে, sealing কর্মক্ষমতা, এবং ভালভের পরিষেবা জীবন. নিম্নলিখিত প্রতিটি মূল উপাদানের অঙ্কনের মূল পয়েন্টগুলি বিশদভাবে ব্যাখ্যা করবে, নির্দিষ্ট অঙ্কন বিবরণ এবং farpro ভালভ পণ্য বৈশিষ্ট্য সমন্বয়.
2.1 ভালভ বডি: দ্য “লোড-ভারবহন ফ্রেমওয়ার্ক” গেট ভালভ এর
ভালভ বডি হল গেট ভালভের প্রধান উপাদান, মাঝারি চাপ বহন করে এবং ইনস্টলেশন এবং ফিক্সেশনে ভূমিকা পালন করে. এর অঙ্কন চিহ্নগুলির মূল শক্তি এবং সংযোগ পরামিতি.
অঙ্কন প্রধান দৃশ্যে, ভালভ বডি সাধারণত একটি বিভাগীয় দৃশ্যে উপস্থাপিত হয়, এবং নিম্নলিখিত 3 পয়েন্ট ফোকাস করা প্রয়োজন:
- প্রাচীর বেধ এবং উপাদান: অঙ্কনটি ভালভের শরীরের প্রতিটি অংশের প্রাচীরের বেধকে চিহ্নিত করবে, বিশেষ করে চাপের ঘনত্বের এলাকা যেমন ফ্ল্যাঞ্জ রুট এবং ভালভ গহ্বর নীচে. Q/TC অনুযায়ী 001-2022 মান, DN100 PN40 গেট ভালভ বডির ন্যূনতম প্রাচীর বেধ হল ≥6.4 মিমি. ফারপ্রো ভালভের স্টেইনলেস স্টীল গেট ভালভের অঙ্কনে, নিরাপত্তা ফ্যাক্টর উন্নত করতে এই ভিত্তিতে একটি অতিরিক্ত 0.5-1 মিমি প্রক্রিয়া ভাতা যোগ করা হয়. উপাদান চিহ্নিতকরণের ক্ষেত্রে, “WCB” (কার্বন ইস্পাত) সাধারণ কাজের অবস্থার জন্য চিহ্নিত করা হয়, এবং “CF8” (304 মরিচা রোধক স্পাত) বা “CF8M” (316 মরিচা রোধক স্পাত) ক্ষয়কারী কাজের অবস্থার জন্য. এর স্টেইনলেস স্টীল ভালভ বডি সব GB/T মেনে চলে 12225 জারা প্রতিরোধের নিশ্চিত করার জন্য স্ট্যান্ডার্ড.
- ফ্লো চ্যানেলের মাত্রা: অঙ্কনটি ভালভ বডিতে প্রবাহ চ্যানেলের ন্যূনতম ব্যাস চিহ্নিত করবে. যেমন, একটি DN100 গেট ভালভের প্রবাহ চ্যানেলের সর্বনিম্ন ব্যাস হল ≥75mm. তরল প্রতিরোধের কমাতে ফ্লো চ্যানেলটিকে স্ট্রেইট-থ্রু টাইপ হিসাবে ডিজাইন করা উচিত. ফারপ্রো ভালভের গেট ভালভের অঙ্কনে, প্রবাহ চ্যানেলের ভিতরের প্রাচীর একটি রুক্ষতা প্রয়োজন সঙ্গে চিহ্নিত করা হয় “Ra ≤ 6.4μm” মাঝারি দ্বারা সৃষ্ট ক্ষয় এবং পরিধান কমাতে.
- সংযোগ কাঠামো: ফ্ল্যাঞ্জ সংযোগ সহ ভালভ বডির জন্য, অঙ্কনটি ফ্ল্যাঞ্জ ব্যাসের মতো পরামিতিগুলি চিহ্নিত করবে (ডি), বল্টু গর্ত কেন্দ্র বৃত্ত ব্যাস (D1), বল্টু গর্তের সংখ্যা এবং ব্যাস (n-φd). যেমন, একটি DN100 PN16 ফ্ল্যাঞ্জ চিহ্নিত করা হয়েছে “D = 220 মিমি, D1 = 180 মিমি, n=8-φ18 মিমি”. পাইপলাইন ফ্ল্যাঞ্জের সাথে ম্যাচিং ডিগ্রী সরাসরি ইনস্টলেশন সিলিং কার্যকারিতাকে প্রভাবিত করে.
ভালভ বডি অঙ্কনের প্রযুক্তিগত প্রয়োজনীয়তাগুলি জলের চাপ পরীক্ষার মানকেও স্পষ্টভাবে নির্দিষ্ট করবে, যেমন “শেল পরীক্ষার চাপ 2.4MPa (1.5×PN16), জন্য কোন ফুটো 60 সেকেন্ড”. ফারপ্রো ভালভ কারখানা ছাড়ার আগে এই মান অনুযায়ী সমস্ত ভালভ সংস্থাগুলি পরীক্ষা করে যাতে কোনও বালির গর্ত নেই, ফাটল, বা অন্যান্য ত্রুটি.
2.2 গেট এবং সিলিং সিস্টেম: দ্য “সিলিং কোর” গেট ভালভ এর
গেট এবং ভালভ সিট দ্বারা গঠিত সিলিং সিস্টেমটি তরল নিয়ন্ত্রণ করার জন্য গেট ভালভের চাবিকাঠি।. এর অঙ্কন নকশা সরাসরি ভালভের সিলিং কার্যকারিতা নির্ধারণ করে এবং ব্যাখ্যার শীর্ষ অগ্রাধিকার.
অঙ্কনে গেট চিহ্নিতকরণের মূল পয়েন্ট:
- কাঠামোগত ফর্ম: অঙ্কন স্পষ্টভাবে গেটের ধরন নির্দেশ করবে. যেমন, একটি কীলক গেট ভালভ সঙ্গে চিহ্নিত করা হয় “কীলক কোণ 5°”, যা উচ্চ চাপ sealing জন্য উপযুক্ত; একটি সমান্তরাল গেট ভালভ সঙ্গে চিহ্নিত করা হয় “ডবল গেট + বসন্ত”, যা নিম্ন-চাপ এবং বড়-ব্যাসের পরিস্থিতির জন্য উপযুক্ত. Farpro ভালভের Z40W ওয়েজ গেট ভালভের অঙ্কনে, খোলা এবং বন্ধ করার সময় পরিধান কমাতে গেটের গাইড কাঠামোর মাত্রা বিশেষভাবে চিহ্নিত করা হয়েছে.
- সিলিং সারফেস প্যারামিটার: প্রস্থ, কোণ, এবং সিলিং পৃষ্ঠের রুক্ষতা হল মূল চিহ্ন, যেমন “sealing পৃষ্ঠ প্রস্থ 5 মিমি, কোণ 30°, Ra ≤ 3.2μm”. হার্ড-সিলড গেট ভালভ জন্য, অঙ্কন পৃষ্ঠ উপাদান চিহ্নিত করা হবে, যেমন “STL সঙ্গে পৃষ্ঠ পৃষ্ঠের sealing, বেধ 2 মিমি”, পরিধান প্রতিরোধের উন্নত করতে.
- উপাদান ম্যাচিং: গেট উপাদান ভালভ বডি এবং মাঝারি সঙ্গে সামঞ্জস্যপূর্ণ হতে হবে. অঙ্কন চিহ্নিত হবে “গেট উপাদান ভালভ শরীরের সাথে সামঞ্জস্যপূর্ণ (CF8)” বা “গেট উপাদান 316L হয়, ভালভ শরীরের উপাদান হল CF8” শক্তিশালী ক্ষয়কারী মাঝারি পরিস্থিতির জন্য.
ভালভ সিটের অঙ্কন চিহ্নিতকরণ সাধারণত গেটের সাথে মিলে যায়, ভালভ সিট এবং ভালভ বডির মধ্যে সংযোগ পদ্ধতি সহ (যেমন থ্রেডেড সংযোগ, ঢালাই), সিলিং উপাদান (যেমন “ভালভ আসন sealing পৃষ্ঠ PTFE সঙ্গে আচ্ছাদিত করা হয়”), এবং সমাবেশ প্রয়োজনীয়তা (যেমন “হস্তক্ষেপ ভালভ আসন এবং ভালভ শরীরের মধ্যে মাপসই, উপযুক্ত সহনশীলতা H7/s6”). ফারপ্রো ভালভের সিলিং সিস্টেমের অঙ্কনে, এটা চিহ্নিত করা হয় যে “সীল পরীক্ষার চাপ হল 1.76MPa (1.1×PN16), ফুটো হার ≤ 8mm³/s (Dn100)”, যা GB/T এর সাথে সঙ্গতিপূর্ণ 13927 মান (ভালভ চাপ পরীক্ষা).
2.3 ভালভ স্টেম এবং ড্রাইভ সিস্টেম: দ্য “অপারেশন সেন্টার” গেট ভালভ এর
ভালভ স্টেম গেট এবং ড্রাইভ ডিভাইসকে সংযুক্ত করে এবং অপারেটিং ফোর্স প্রেরণের মূল উপাদান. এর অঙ্কন চিহ্নিতকরণের ফোকাস শক্তি এবং নমনীয়তার উপর.
- মাত্রা এবং উপাদান: অঙ্কন ব্যাস চিহ্নিত করা হবে, দৈর্ঘ্য, এবং ভালভ স্টেমের থ্রেড প্যারামিটার, যেমন “ভালভ স্টেম ব্যাস φ20 মিমি, দৈর্ঘ্য 300 মিমি, থ্রেড M20×2”. উপাদান পরিপ্রেক্ষিতে, “20Cr13” সাধারণ কাজের অবস্থার জন্য চিহ্নিত করা হয়, এবং “316” ক্ষয়কারী কাজের অবস্থার জন্য. ফারপ্রো ভালভের ভালভ স্টেমের অঙ্কনে, এটা বিশেষভাবে উল্লেখ করা হয় যে “ভালভ স্টেম পৃষ্ঠ ক্রোম-ধাতুপট্টাবৃত হয়, একটি আবরণ বেধ সঙ্গে ≥ 0.05 মিমি” পরিধান প্রতিরোধের এবং জারা প্রতিরোধের উন্নত করতে.
- ফিট এবং সঠিকতা: ভালভ স্টেম এবং ভালভ কভারের স্টাফিং বক্সের মধ্যে ফিট চিহ্নিত করা হয়েছে “φ20H7/f6” sealing কর্মক্ষমতা নিশ্চিত করতে; ভালভ স্টেম এবং ভালভ স্টেম বাদাম মধ্যে থ্রেড ফিট সঙ্গে চিহ্নিত করা হয় “M20×2-6g” মসৃণ খোলার এবং বন্ধ নিশ্চিত করতে. অঙ্কন এছাড়াও চিহ্ন “ভালভ স্টেম সোজাতা ≤ 0.1 মিমি/মি” নমন দ্বারা সৃষ্ট জ্যামিং এড়াতে.
- ড্রাইভ ডিভাইস ম্যাচিং: ম্যানুয়াল গেট ভালভ হ্যান্ডহুইল মাত্রা সঙ্গে চিহ্নিত করা হয় (যেমন, “হ্যান্ডহুইল ব্যাস 200 মিমি, উপাদান HT200”) এবং অপারেটিং ফোর্স (যেমন, “সর্বোচ্চ অপারেটিং ফোর্স ≤ 360N”); বৈদ্যুতিক গেট ভালভ অ্যাকুয়েটর সংযোগ মাত্রা দিয়ে চিহ্নিত করা হয়, টর্ক প্রয়োজনীয়তা (যেমন, “অ্যাকচুয়েটর টর্ক ≥ 500N·m”) এবং সংকেত ইন্টারফেস (যেমন, “4-20এমএ এনালগ আউটপুট”).
2.4 প্যাকিং এবং ভালভ কভার: দ্য “লিক-প্রুফ বাধা” গেট ভালভ এর
ভালভ কভার এবং প্যাকিং একসাথে কাজ করে যাতে ভালভের স্টেম থেকে মাধ্যমটি ফুটো না হয়. তাদের অঙ্কন চিহ্নিতকরণের ফোকাস নির্ভরযোগ্যতা sealing হয়.
ভালভ কভার অঙ্কন সঙ্গে চিহ্নিত করা হয় “ভালভ কভার প্রাচীর বেধ ≥ 6.4 মিমি (ভালভ শরীরের সাথে সামঞ্জস্যপূর্ণ), বোল্ট দ্বারা ভালভ শরীরের সাথে সংযুক্ত, বোল্ট স্পেসিফিকেশন M16×50, পরিমাণ 8”, এবং sealing পৃষ্ঠ গ্রহণ “গ্যাসকেট সিলিং, গ্যাসকেট উপাদান 304 + গ্রাফাইট”. স্টাফিং বক্স অংশ সঙ্গে চিহ্নিত করা হয় “স্টাফিং বক্স গভীরতা 50 মিমি, প্যাকিং উপাদান PTFE + নমনীয় গ্রাফাইট, প্যাকিং স্তর নম্বর 4”, এবং স্পষ্টভাবে বলে যে “গ্রন্থি এবং স্টাফিং বক্সের মধ্যে উপযুক্ত ফাঁক ≤ 0.1 মিমি”. ফারপ্রো ভালভের ভালভ কভারের অঙ্কনে, এটা দিয়ে চিহ্নিত করা হয় “টর্শন প্রতিরোধের পরীক্ষা 465N·m (Dn100), জন্য কোন ক্ষতি 10 সেকেন্ড”, যা ইনস্টলেশন কর্মক্ষমতা প্রয়োজনীয়তা পূরণ করে.
III. গেট ভালভ আঁকার প্রযুক্তিগত প্রয়োজনীয়তা এবং পরিদর্শন মান: দ্য “লাল রেখা” গুণমান নিশ্চিত করার জন্য
গেট ভালভ অঙ্কনের প্রযুক্তিগত প্রয়োজনীয়তা অংশ হল ভালভ উত্পাদন এবং পরিদর্শনের মূল ভিত্তি, বিভিন্ন স্পেসিফিকেশন যেমন উপকরণ আবরণ, প্রক্রিয়াকরণ, এবং পরীক্ষা, যা কঠোরভাবে অনুসরণ করতে হবে. নিম্নলিখিতগুলি মূলধারার মান যেমন Q/TC এর সাথে সমন্বয় করে প্রযুক্তিগত প্রয়োজনীয়তার মূল বিষয়বস্তু ব্যাখ্যা করবে 001-2022 এবং API 600.
3.1 উপাদান প্রযুক্তিগত প্রয়োজনীয়তা
অঙ্কন স্পষ্টভাবে উপাদান মান এবং প্রতিটি উপাদান কর্মক্ষমতা প্রয়োজনীয়তা নির্দিষ্ট করবে, যেমন:
- তামা খাদ ঢালাই GB/T মেনে চলে 12225, এবং ফোরজিংস জিবি/টি মেনে চলে 20078 (নকল ইস্পাত ভালভের জন্য গণপ্রজাতন্ত্রী চীনের জাতীয় মান);
- স্টেইনলেস স্টীল উপকরণের ক্রোমিয়ামের পরিমাণ হল ≥12% (স্টেইনলেস স্টিলের সংজ্ঞা অনুসারে), এবং intergranular জারা প্রতিরোধের পরীক্ষা যোগ্য হয়;
- পানীয় জল ব্যবহৃত গেট ভালভ জন্য, উপকরণ GB/T মেনে চলতে হবে 17219 স্বাস্থ্যবিধি মান (পানীয় জলের সরঞ্জাম এবং প্রতিরক্ষামূলক সামগ্রীর জন্য স্বাস্থ্যকর মান) ভারী ধাতু বৃষ্টিপাত ছাড়া.
ফারপ্রো ভালভের স্টেইনলেস স্টীল গেট ভালভের অঙ্কনে, উপাদানের সন্ধানযোগ্যতা নিশ্চিত করতে একটি উপাদানের গুণমানের শংসাপত্র নম্বর অতিরিক্তভাবে চিহ্নিত করা হয়েছে. এর স্টেইনলেস স্টীল উপকরণগুলির জারা প্রতিরোধের লবণ স্প্রে পরীক্ষা দ্বারা যাচাই করা হয়েছে, জন্য কোন জং দেখাচ্ছে 500 ঘন্টা.
3.2 প্রক্রিয়াকরণ এবং সমাবেশ প্রয়োজনীয়তা
এই প্রয়োজনীয়তাগুলি সরাসরি ভালভের নির্ভুলতা এবং কর্মক্ষমতা প্রভাবিত করে, এবং মূল চিহ্ন অন্তর্ভুক্ত:
- ভালভ বডি থ্রেড GB/T মেনে চলে 7307 (নলাকার পাইপ থ্রেড) অথবা GB/T 12716 (60° সীল থ্রেড), এবং থ্রেড অক্ষ কোণ বিচ্যুতি হল ≤1°;
- যখন গেট পুরোপুরি খোলা, এটি ভালভ বডি চ্যানেলে থাকা উচিত নয়; যখন বন্ধ, সিলিং পৃষ্ঠের কেন্দ্র লাইনটি ভালভ বডির সিলিং পৃষ্ঠের চেয়ে বেশি;
- সমাবেশের পর, ভালভ খোলে এবং নমনীয়ভাবে বন্ধ হয়, পরে কোন জ্যামিং সঙ্গে 5 একটানা অপারেশন, এবং হ্যান্ডহুইল খোলার এবং বন্ধ করার দিকটি স্পষ্টভাবে চিহ্নিত করা হয়েছে (ঘড়ির কাঁটার দিকে বন্ধ করে, ঘড়ির কাঁটার বিপরীত দিকে খোলে).
3.3 পরীক্ষা এবং পরিদর্শন মান
অঙ্কন স্পষ্টভাবে আইটেম নির্দিষ্ট করা হবে, পদ্ধতি, এবং কারখানা পরিদর্শন এবং টাইপ পরিদর্শনের যোগ্যতা মান, যা ভালভ মানের চূড়ান্ত গ্যারান্টি. সাধারণ চিহ্নগুলি নিম্নলিখিত টেবিলে দেখানো হয়েছে:
| পরীক্ষার ধরন | মাঝারি | পরীক্ষার চাপ | সময়কাল | যোগ্যতার মানদণ্ড |
|---|---|---|---|---|
| শেল টেস্ট | তরল | নামমাত্র চাপের ≥1.5 গুণ | DN≤50: 15s; DN65-100: 60s | কোন কাঠামোগত ক্ষতি, কোন ফুটো |
| সীল পরীক্ষা | তরল | নামমাত্র চাপের ≥1.1 গুণ | উপরের হিসাবে একই | ফুটো হার ≤ 0.08×DN mm³/s |
| গ্যাস সীল পরীক্ষা | গ্যাস | 0.6±0.1MPa | উপরের হিসাবে একই | কোন বায়ু বুদবুদ উপচে পড়া |
| টর্শন প্রতিরোধের পরীক্ষা | - | Dn100: 465N·m | 10s | ক্ষতি নেই, শেল/সীল পরীক্ষা পাস |
এর অঙ্কনে ফারপ্রো ভালভের গেট ভালভ, “টাইপ পরীক্ষা ট্রিগার শর্ত” অতিরিক্তভাবে চিহ্নিত করা হয়, নতুন পণ্য চূড়ান্তকরণ সহ, প্রধান উপাদান/প্রক্রিয়া পরিবর্তন, এবং অর্ধেক বছর বন্ধ থাকার পরে উত্পাদন পুনরায় শুরু করা. নমুনা নিয়ম অনুযায়ী বাস্তবায়িত হয় “DN50-100: 3 থেকে নমুনা ইউনিট 20 ইউনিট”, এবং স্থিতিশীল ব্যাচের গুণমান নিশ্চিত করার জন্য সম্পূর্ণ আইটেম পরীক্ষা করা হয়.
IV. বিভিন্ন পরিস্থিতিতে গেট ভালভ অঙ্কন মধ্যে পার্থক্য: দ্য “মূল ভিত্তি” নির্বাচনের জন্য
গেট ভালভ বিভিন্ন পরিস্থিতিতে ব্যবহার করা হয়, পৌরসভা জল সরবরাহ এবং নিষ্কাশন থেকে শিল্প ক্ষেত্র যেমন রাসায়নিক শিল্প, বৈদ্যুতিক শক্তি, এবং পেট্রোলিয়াম. বিভিন্ন কাজের অবস্থার গেট ভালভের জন্য উল্লেখযোগ্যভাবে ভিন্ন কর্মক্ষমতা প্রয়োজনীয়তা আছে, যা প্যারামিটার এবং কাঠামোর লক্ষ্যযুক্ত নকশা হিসাবে অঙ্কনগুলিতে প্রতিফলিত হয়. নিম্নলিখিতগুলি সাধারণ পরিস্থিতিগুলির সাথে একত্রে অঙ্কনের ডিফারেনশিয়াল মূল পয়েন্টগুলিকে ব্যাখ্যা করবে.
4.1 জল সরবরাহ এবং নিষ্কাশন দৃশ্যকল্প: জারা প্রতিরোধ এবং ইনস্টলেশন সুবিধার উপর ফোকাস করুন
পৌরসভার জল সরবরাহ এবং নিষ্কাশন ব্যবস্থায়, গেট ভালভগুলি মাটির ক্ষয় এবং জলের অমেধ্য দ্বারা ঘষে যাওয়া সহ্য করতে হবে. অঙ্কন চিহ্নিতকরণের মূল পয়েন্ট অন্তর্ভুক্ত:
- ভালভ শরীরের উপাদান সঙ্গে চিহ্নিত করা হয় “নমনীয় লোহা QT450-10” বা “স্টেইনলেস স্টীল CF8”, এবং ভিতরের দেয়াল চিহ্নিত করা হয় “epoxy রজন আবরণ, বেধ ≥ 300μm” মরিচা প্রতিরোধ করতে;
- প্রবাহ চ্যানেল চিহ্নিত করা হয় “স্ট্রেইট-থ্রু টাইপ, ব্যাস ≥ DN” পলল জমে কমাতে এবং বাধা এড়াতে;
- ইনস্টলেশন মাত্রা সঙ্গে চিহ্নিত করা হয় “অ ক্রমবর্ধমান স্টেম গঠন, মোট উচ্চতা ≤ 600 মিমি” ভূগর্ভস্থ পাইপ গ্যালারির মতো সংকীর্ণ স্থানগুলির সাথে মানিয়ে নিতে;
- স্বাস্থ্যবিধি প্রয়োজনীয়তা সঙ্গে চিহ্নিত করা হয় “GB/T মেনে চলে 17219, পানীয় জল নিরাপত্তা সার্টিফিকেশন”.
জল সরবরাহ এবং নিষ্কাশন পরিস্থিতির জন্য ডিজাইন করা ফারপ্রো ভালভের গেট ভালভ অঙ্কনের জন্য, ক “কাদা স্ক্র্যাপিং খাঁজ” কাঠামো বিশেষভাবে ডিজাইন করা হয়েছে, যা কার্যকরভাবে সিলিং পৃষ্ঠের পলল অপসারণ এবং পরিষেবা জীবন উন্নত করতে গেটের নীচে চিহ্নিত করা হয়েছে.
4.2 রাসায়নিক শিল্প দৃশ্যকল্প: জারা প্রতিরোধ এবং সীল নির্ভরযোগ্যতা উপর ফোকাস
রাসায়নিক মিডিয়া বেশিরভাগই অ্যাসিড-বেস ক্ষয়কারী তরল, চাপ এবং তাপমাত্রার বড় ওঠানামা সহ. অঙ্কন চিহ্নের মূল উপাদান জারা প্রতিরোধের এবং sealing কর্মক্ষমতা:
- ভালভ শরীর এবং গেট উপকরণ সঙ্গে চিহ্নিত করা হয় “316এল স্টেইনলেস স্টীল” বা “Hastelloy C276”, এবং এটা উল্লেখ করা হয় যে “প্রতিরোধী 30% সালফিউরিক অ্যাসিড, তাপমাত্রা ≤ 180 ℃”;
- sealing পৃষ্ঠ সঙ্গে চিহ্নিত করা হয় “ধাতু থেকে ধাতু হার্ড সীল, Hastelloy সঙ্গে surfacing” নরম সীল এর ক্ষয় এড়াতে;
- চাপ দিয়ে চিহ্নিত করা হয় “Pn40, কাজের তাপমাত্রা -20 ℃ ~ 180 ℃”, এবং ভালভ বডি প্রাচীর বেধ PN63 মান অনুযায়ী একটি নিরাপত্তা মার্জিন সংরক্ষণের জন্য ডিজাইন করা হয়েছে;
- মধ্যম গহ্বর দিয়ে চিহ্নিত করা হয় “অতিরিক্ত চাপ ত্রাণ গর্ত মাঝারি সঞ্চয় দ্বারা সৃষ্ট চাপ বৃদ্ধি প্রতিরোধ”.
4.3 উচ্চ-তাপমাত্রা এবং উচ্চ-চাপের দৃশ্যকল্প (যেমন, বৈদ্যুতিক শক্তি, পেট্রোলিয়াম): শক্তি এবং উচ্চ-তাপমাত্রা প্রতিরোধের উপর জোর দিন
উচ্চ-তাপমাত্রা এবং উচ্চ-চাপের পরিস্থিতিতে, গেট ভালভ চরম কাজের অবস্থা সহ্য করতে হবে. অঙ্কন চিহ্নিতকরণের ফোকাস শক্তি এবং তাপীয় স্থিতিশীলতা:
- ভালভ শরীরের উপাদান সঙ্গে চিহ্নিত করা হয় “ক্রোম-মলিবডেনাম ইস্পাত WC9”, এবং ভালভ স্টেম দ্বারা চিহ্নিত করা হয় “25Cr2MoV”, এবং এটা উল্লেখ করা হয় যে “উচ্চ-তাপমাত্রার টেম্পারিং চিকিত্সা, কঠোরতা HB220-250”;
- মাত্রা সঙ্গে চিহ্নিত করা হয় “ভালভ শরীরের প্রাচীর বেধ ≥ 12 মিমি, ভালভ স্টেম ব্যাস ≥ 25 মিমি”, এবং ক “ডবল ভালভ স্টেম বাদাম” গঠন শক্তি উন্নত করার জন্য গৃহীত হয়;
- sealing পৃষ্ঠ সঙ্গে চিহ্নিত করা হয় “নিকেল-ভিত্তিক খাদ সারফেসিং, উচ্চ-তাপমাত্রা কঠোরতা ≥ HRC35” উচ্চ-তাপমাত্রা সিলিং প্রয়োজনীয়তা মেটাতে;
- পরীক্ষা দিয়ে চিহ্নিত করা হয় “উচ্চ-তাপমাত্রা সীল পরীক্ষা, তাপমাত্রা 180 ℃, চাপ 4.4MPa, জন্য কোন ফুটো 10 মিনিট”.
উচ্চ-তাপমাত্রা এবং উচ্চ-চাপের পরিস্থিতির জন্য ডিজাইন করা ফার্প্রো ভালভের গেট ভালভ আঁকার জন্য, API 600 মান উল্লেখ করা হয়, এবং এটা চিহ্নিত করা হয় যে “ফায়ার টেম্পারিং পরীক্ষা যোগ্য” আগুন কাজের অবস্থার অধীনে নিরাপত্তা নিশ্চিত করতে.
ভি. গেট ভালভ আঁকার ব্যাখ্যায় সাধারণ ভুল বোঝাবুঝি এবং ব্যবহারিক দক্ষতা
ব্যবহারিক কাজে, কারিগরি কর্মীরা প্রায়ই অঙ্কন প্রতীক এবং মান নির্দিষ্টকরণের ভুল বোঝাবুঝির কারণে ভুল ধারণা করে, যা ভালভ নির্বাচন এবং ইনস্টলেশন প্রভাবিত করে. নিম্নলিখিত সাধারণ ভুল বোঝাবুঝির সারসংক্ষেপ এবং ব্যবহারিক ব্যাখ্যা দক্ষতা শেয়ার করে.
5.1 সাধারণ ব্যাখ্যার ভুল বোঝাবুঝি
- প্রতীক বিভ্রান্তি: এর প্রতীকগুলিকে বিভ্রান্ত করছে “অ-রাইজিং স্টেম গেট ভালভ” এবং “ক্রমবর্ধমান স্টেম গেট ভালভ”. অ-রাইজিং স্টেম গেট ভালভের ভালভ স্টেম অঙ্কনে হ্যান্ডহুইলের বাইরে প্রসারিত হয় না, যখন রাইজিং স্টেম গেট ভালভের ভালভ স্টেম খোলা এবং বন্ধ করার সাথে সাথে উপরে এবং নীচে চলে যায়, এবং প্রতীকটি দিয়ে চিহ্নিত করা হয়েছে “রাইজিং স্টেম”.
- পরামিতি অবহেলা: শুধুমাত্র DN এবং PN এর উপর ফোকাস করা, কাজের তাপমাত্রা উপেক্ষা করার সময়. যেমন, 200 ℃ উপরে কাজের পরিস্থিতিতে সাধারণ কার্বন ইস্পাত গেট ভালভ ব্যবহার করে, ভালভ শরীরের উচ্চ-তাপমাত্রা বিকৃতির ফলে.
- স্ট্যান্ডার্ড দ্বন্দ্ব: অঙ্কনে চিহ্নিত স্ট্যান্ডার্ড সংস্করণে মনোযোগ না দেওয়া. যেমন, GB/T এর মধ্যে কাঠামোগত দৈর্ঘ্যের পার্থক্য 12234-2019 এবং পুরানো সংস্করণটি অমিল ইনস্টলেশন মাত্রার দিকে নিয়ে যায়.
- উপাদান ভুল ব্যাখ্যা: বিভ্রান্তিকর “CF8” (304 মরিচা রোধক স্পাত) সঙ্গে “CF8M” (316 মরিচা রোধক স্পাত), ক্ষয়কারী মিডিয়াতে ভালভের দ্রুত ক্ষতির ফলে.
5.2 ব্যবহারিক ব্যাখ্যার দক্ষতা
- “প্রথমে শিরোনাম চেক করুন, তারপর মান পড়ুন”: ভালভ মডেল প্রাপ্ত (যেমন, Z41W-16P) শিরোনাম ব্লক থেকে, যেখানে “জেড” গেট ভালভ জন্য দাঁড়িয়েছে, “4” ফ্ল্যাঞ্জ সংযোগের জন্য, “1” কীলক-টাইপ একক গেট জন্য, “ডব্লিউ” ভালভ শরীরের সাথে সামঞ্জস্যপূর্ণ পৃষ্ঠ উপাদান sealing জন্য, “16” PN16 এর জন্য, এবং “পৃ” স্টেইনলেস স্টিলের জন্য. তারপর সংশ্লিষ্ট মান উল্লেখ করে পরামিতি ব্যাখ্যা করুন (যেমন, GB/T 12234).
- “কাজের অবস্থার সাথে মাত্রা সংযুক্ত করুন”: কাজের অবস্থার সাথে কাঠামোগত মাত্রা একত্রিত করুন. যেমন, একটি DN100 PN40 গেট ভালভের জন্য, ভালভ শরীরের প্রাচীর বেধ হয় ≥6.4 মিমি. যদি অঙ্কনটি 5 মিমি প্রাচীরের বেধকে চিহ্নিত করে, এটা উচ্চ চাপ পরিস্থিতিতে জন্য উপযুক্ত নয়.
- “একের পর এক প্রযুক্তিগত প্রয়োজনীয়তা পরীক্ষা করুন”: পরীক্ষার চাপের মতো মূল প্রয়োজনীয়তার উপর ফোকাস করুন, ফুটো হার, এবং উপাদান মান, এবং তাদের প্রকৃত চাহিদার সাথে তুলনা করুন. যেমন, পানীয় জলের পরিস্থিতির জন্য স্বাস্থ্যবিধি মান পরীক্ষা করুন.
- “এন্টারপ্রাইজের কাছ থেকে প্রযুক্তিগত সহায়তা নিন”: জটিল অঙ্কন জন্য, আপনি ভালভ নির্মাতাদের সাথে পরামর্শ করতে পারেন. যেমন, farpro ভালভ পেশাদার অঙ্কন ব্যাখ্যা পরিষেবা প্রদান করে এবং ভুল ধারণা এড়াতে এর পণ্যগুলির প্রকৃত কর্মক্ষমতার উপর ভিত্তি করে পরামর্শ দেয়.
VI. উপসংহার: গেট ভালভ অঙ্কন – The “মূল গাইড” ভালভ সমগ্র জীবন চক্র জন্য
গেট ভালভ অঙ্কন ব্যাখ্যা করার ক্ষমতা ভালভ শিল্পে প্রযুক্তিগত কর্মীদের মূল দক্ষতাগুলির মধ্যে একটি।. নকশা পর্যায়ে পরামিতি অপ্টিমাইজেশান থেকে, উত্পাদন পর্যায়ে নির্ভুলতা নিয়ন্ত্রণ করতে, রক্ষণাবেক্ষণ পর্যায়ে ইনস্টলেশন পর্যায়ে এবং ত্রুটি নির্ণয়ের ক্ষেত্রে মাত্রার মিল, গেট ভালভ অঙ্কন ভালভ সমগ্র জীবন চক্র মাধ্যমে সঞ্চালিত হয়. অঙ্কন মৌলিক রচনা আয়ত্ত, মূল উপাদান চিহ্নিতকরণ, প্রযুক্তিগত মান, এবং দৃশ্যকল্প-ভিত্তিক পার্থক্য শুধুমাত্র কাজের দক্ষতা উন্নত করতে পারে না কিন্তু পাইপলাইন সিস্টেমের নিরাপদ এবং স্থিতিশীল অপারেশন নিশ্চিত করতে পারে.
R-এর উপর ফোকাস করে একটি এন্টারপ্রাইজ হিসাবে&D এবং স্টেইনলেস স্টীল গেট ভালভ উত্পাদন, farpro ভালভ এর অঙ্কন নকশা কঠোরভাবে দেশীয় এবং আন্তর্জাতিক মান মেনে চলে, শিল্প বাস্তব অভিজ্ঞতার বছর একীভূত, এবং ব্যবহারকারীদের সঠিক এবং নির্ভরযোগ্য প্রযুক্তিগত নথি প্রদান করে. আপনি একজন নবীন বা একজন সিনিয়র প্রযুক্তিগত কর্মী কিনা, যখন গেট ভালভ অঙ্কন ব্যাখ্যা, আপনার সাথে একটি কঠোর এবং বিশদ-ভিত্তিক মনোভাব বজায় রাখা উচিত “গাইড হিসাবে মান”. যখন প্রয়োজন, গেট ভালভ অঙ্কন সত্যিকার অর্থে একটি হয়ে উঠতে আপনি পেশাদার উদ্যোগের কাছ থেকে সহায়তা চাইতে পারেন “শক্তিশালী অস্ত্র” প্রকল্পের গুণমান নিশ্চিত করার জন্য.
ভবিষ্যতে, বুদ্ধিমান প্রযুক্তির বিকাশের সাথে, গেট ভালভ অঙ্কন ধীরে ধীরে রূপান্তরিত হবে “ডিজিটালাইজেশন এবং 3Dization”, বিআইএম প্রযুক্তি এবং ইন্টারনেট অফ থিংস প্যারামিটার একীভূত করা. ব্যাখ্যার অসুবিধা কমে যেতে পারে, কিন্তু পেশাদার জ্ঞানের জন্য মূল প্রয়োজনীয়তা পরিবর্তন হবে না. ক্রমাগত অঙ্কন ব্যাখ্যার দক্ষতা শেখা এবং শিল্পের মান আপডেটের দিকে মনোযোগ দেওয়া প্রতিটি ভালভ অনুশীলনকারীর জন্য একটি প্রয়োজনীয় কোর্স.